近年來,隨著國民經濟的快速提高,帶動了石油、化工、焦化、製藥、農藥、造紙、食品等行業的高速發展,同時含有高濃度難生化降解有機汙染廢水以及高氨氮廢水的排放量也不斷增加,這一問題越來越引起社會各界和政府環保部門的重視。高濃度有機廢水具有有機汙染物濃度高、毒性強、難以生物降解、排放點分散、水量少、處理工藝複雜、投資和運行成本高及管理難等特點,同時其又是引發水體嚴重汙染、生態環境惡化、威脅人體健康的主要汙染物。由於常規的物理化學和生化處理方法難以或無法滿足對此類廢水淨化處理的技術及經濟要求,因此,難降解高濃度有機工業廢水的高效處理技術,成為國內現階段環境保護水處理技術領域亟待解決的一個難題。
濕式催化氧化法(catalyticwetairoxidation),又稱CWAO技術,是指在高溫(200~280℃)、高壓(2~8MPa)反應環境下,以富氧氣體或氧氣為氧化劑,利用催化劑的催化作用,降低反應的活化能,加快廢水中有機物與氧化劑間的反應,使廢水中的有機物快速氧化成CO2、N2、H2O及其它易降解的小分子有機物,達到淨化的目的。對高COD或含生物難降解化合物的各種工業有機廢水,COD及氨氮去除率最高可達到99%以上,不再需要進行後處理,隻經一次處理即可達排放標準。
其中催化劑的加入,在不降低處理效果的情況下,可降低反應的溫度和壓力,提高氧化分解的能力,縮短反應的時間,提高反應效率,並能有效降低成本。用於濕式氧化處理的催化劑可分為均相催化劑和非均相催化劑兩種。均相濕式氧化催化劑主要為可溶性的過渡金屬鹽類,以溶解離子的形式混合在廢水中使用。最常用的和效果較為理想的是銅鹽和Fenton試劑。常用的金屬鹽有FeSO4、CuSO4、Cu(NO3)2、CuCl2、MnSO4、Ni(NO3)2等。缺點是易於流失,存在二次汙染問題,需對出水中的催化劑進行回收,由此增加了工藝的複雜化並提高了投資和運行成本。非均相催化劑容易和水分離,能有效控製催化劑組分的流失及帶來的二次汙染問題。其活性組分通常有銅、錳、鐵、鈷、鎳、釕、銠、鈀、銥、鉑、金、鈰、銀等,可以是其中的一種金屬或金屬氧化物,也可以由多種金屬、金屬氧化物或複合氧化物所組成。缺點是催化劑原材料成本較高,製備工藝較複雜,使用過程中存在催化劑中毒失活問題,一定程度上限製了其應用範圍。
濕式催化氧化技術在實際應用中,將汙水通過貯存罐由高壓泵打入熱交換器,與反應後的高溫氧化液體換熱,使溫度上升到接近於反應溫度後進入反應器。反應所需的氧由壓縮機打入反應器。在反應器內,汙水中的有機物與氧發生放熱反應。在較高溫度下將汙水中的有機物氧化成二氧化碳和水,或小分子有機酸等中間産物。反應後氣液混合物經分離器分離,液相經熱交換器預熱進料,回收熱能。高溫高壓的尾氣首先通過再沸器産生蒸汽或經熱交換器預熱鍋爐進水。其冷凝水由第二分離器分離後通過循環泵再打入反應器,分離後的高壓尾氣可産生機械能或電能。濕式催化氧化技術具有淨化效率高、二次汙染少、處理範圍廣、經濟效益高等優點,是難降解工業廢水處理技術領域前沿技術之一。目前,該技術已在國內外大量工業項目中得到有效應用,並達到明顯穩定的處理效果。
本文中採用均相催化濕式氧化技術,針對3種不同領域的實際高濃度難降解有機工業廢水進行處理,實驗結果錶明,針對3類高濃有機廢水該技術均得到了明顯的處理效果,具有較好的工程應用可行性及潛在價值。
1、實驗部分
1.1 實驗材料
鹽酸分析純,西隴化工股份有限公司。
硫酸分析純,西隴化工股份有限公司。
氫氧化鈉分析純,天津市大茂化學試劑廠。
自配催化劑。
垃圾滲濾液濃水,江蘇某公司。
環己二酮廢水,浙江某公司。
丙烯酸廢水,江蘇某公司。
1.2 實驗設備
電子分析天平,GL224-1SCN賽多利斯科學儀器有限公司。
pH計,FE-28梅特勒托利多儀器有限公司。
COD快速消解測試儀,連華科技。
總有機碳檢測儀,島津公司TOC-LCPN型測試儀。
高壓反應釜,自設計定製。
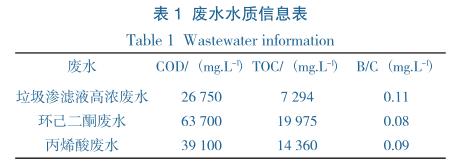
1.3 實驗水質信息
實驗所用實際工業廢水各指標檢測結果見錶1。
1.4 實驗方法
將高壓反應釜反複清洗幹淨,取固定量廢水,用硫酸或氫氧化鈉調節廢水pH,加入固定量自配催化劑,攪拌均勻後倒入反應釜,上緊並通入氧氣至固定氣壓以檢查氣密性,維持特定時間後確認氣密性良好,調整出氣背壓閥,確保密封嚴密後開啓攪拌,轉速200~300r/min,設定升溫程序,套上加熱套開始緩慢升溫,升溫速度低於5℃/min,達到預設反應溫度後打開進氣閥門,按照預設好的氣體質量流量計控製進氣流量,開始反應達到固定時間。反應結束後停止加熱,關閉氣路閥門,自然冷卻至室溫,緩慢開啓反應釜通氣閥門,至內外氣壓平衡後,開釜取樣並檢測特定指標,實驗結束。
2、結果與討論
2.1 反應溫度對實驗效果的影響
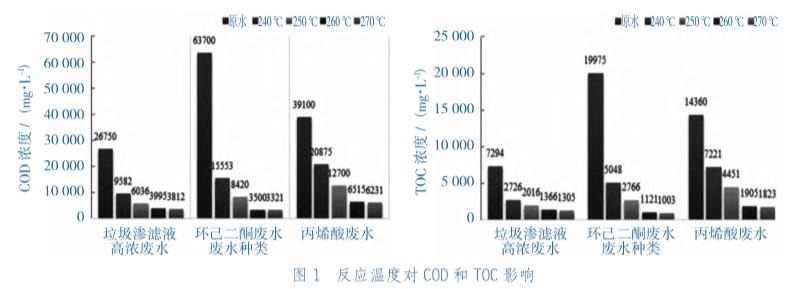
針對3種廢水,分別考察不同反應溫度條件下的處理效果。設定反應時間2h,催化劑用量500mg/L,進氣量1.2倍,反應溫度240~270℃,3種實際工業廢水在不同反應溫度下處理出水COD和TOC,反應溫度對COD和TOC影響如圖1所示。
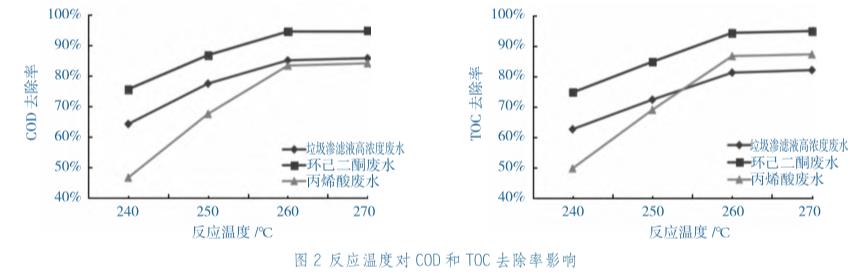
3種實際工業廢水在不同反應溫度下處理出水COD和TOC,反應溫度對COD和TOC去除率影響如圖2所示。
由以上數據可知,在均相催化濕式氧化實驗反應過程中,通過單因素實驗考察,其他反應條件固定情況下,在一定範圍內,隨著反應溫度的提升,3種實際工業廢水水質指標COD和TOC去除率均呈現不同趨勢的升高。在240℃下,整體處理效果一般,COD和TOC去除率均很低,分析原因為過低的反應溫度條件下,體係內活化分子數量相對較少,反應物分子運動速率相對偏低,與氧化劑分子有效碰撞幾率較小,未能達到最佳的反應狀態。隨著反應溫度逐漸提升,反應體係中活化分子數量劇烈增多,分子運動速率加劇,氧化反應效率明顯提升,對應的COD和TOC去除率也相應逐漸升高。當反應溫度達到260~270℃時,COD和TOC去除率基本達到最高並趨於平穩。然而隨著反應溫度的升高,勢必會帶來反應器壓力的大幅提高,這將導緻反應過程的能耗明顯增加,因此反應溫度不宜選擇過高。考慮反應過程中設備材質要求和能耗因素,根據實驗結果,確定最佳反應溫度為260℃。
2.2 反應時間對實驗效果的影響
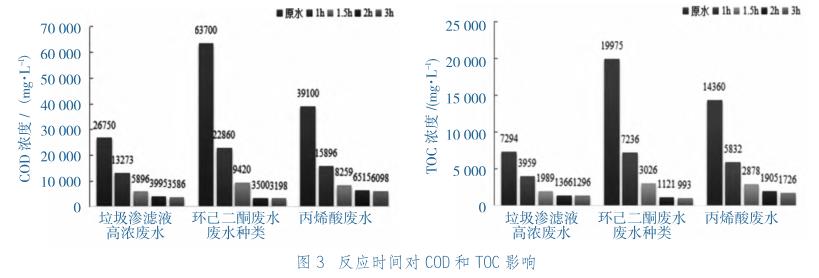
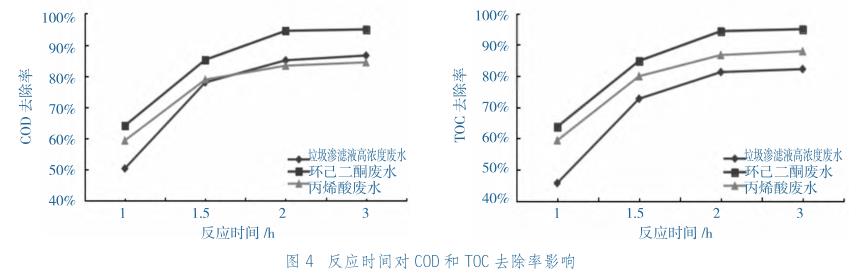
反應時間直接關係到實際處理過程中每天的廢水處理量,而反應時間的判定須根據實際廢水汙染物的種類、濃度進行針對性試驗確定。針對3種實際工業廢水的處理情況要求及處理效果,設定反應時間1~3h,催化劑用量500mg/L,進氣量1.2倍,反應溫度260℃,3種實際工業廢水在不同反應時間下處理出水COD和TOC,反應時間對COD和TOC影響如圖3所示。
3種實際工業廢水在不同反應時間下處理出水COD和TOC,反應時間對COD和TOC去除率影響如圖4所示。
由以上數據可知,在均相催化濕式氧化實驗反應過程中,通過單因素實驗考察,其他反應條件固定情況下,在一定範圍內,隨著反應時間的延長,3種實際工業廢水水質指標COD和TOC去除率變化趨勢相同,均呈現不同程度的升高。分析原因為當反應時間延長時,可有效增加體係內分子間有效碰撞的頻次,延長有機物和氧化劑分子間反應作用的時長,促進氧化反應的有效進行,從而提高有機物去除效率。當反應時間達到2h以上時,體係內有機汙染物氧化程度達到峰值,COD和TOC去除率變化幅度已經很低,趨於穩定,考慮實際處理情況和處理效果要求,根據實驗結果,確定最佳反應為2h。
2.3 氧氣量對實驗效果的影響
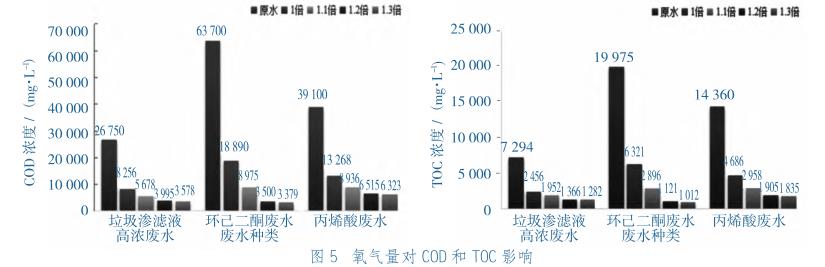
氧氣量的高低,直接影響著廢水中有機汙染物能否有效最大化氧化去除,同時關乎到實際應用過程中用量成本。針對3種實際工業廢水,設定反應時間2h,催化劑用量500mg/L,進氣量1~1.3倍,反應溫度260℃,3種實際工業廢水在不同氧氣通氣量條件下處理出水COD和TOC,氧氣量對COD和TOC影響如圖5所示。
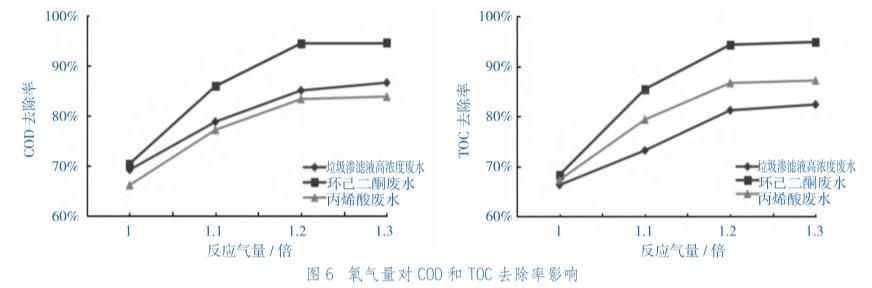
3種實際工業廢水在不同氧氣通氣量條件下處理出水COD和TOC,氧氣量對COD和TOC去除率影響如圖6所示。
由以上數據可知,在均相催化濕式氧化實驗反應過程中,通過單因素實驗考察,其他反應條件固定情況下,在一定範圍內,隨著通入反應體係內氧氣量的增加,3種實際工業廢水水質指標COD和TOC去除率變化趨勢規律基本相近,均呈現不同程度的升高。分析原因為當通入反應係統的氧氣量增大時,特定的空間內有機汙染物分子和氧化劑分子碰撞頻次增多,相互作用反應效率提高,從而實現有機物氧化效率的增大。當氧氣量控製在理論用量的1.2~1.3倍下,對應的去除率變化已趨於平穩,考慮實際的處理要求及實際工程應用過程中的成本問題,根據實驗結果,確定最佳實際進氣量為理論用量的1.2倍即可。
2.4 催化劑用量對實驗效果的影響
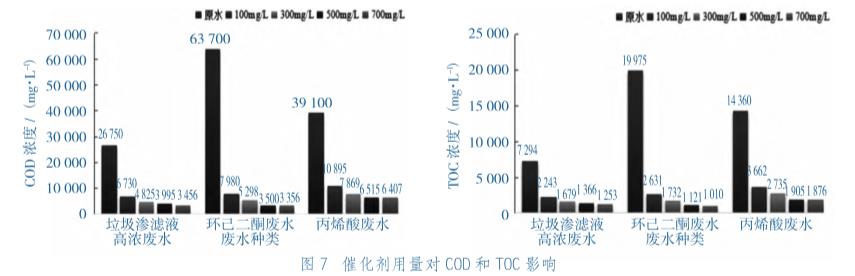
催化劑用量是保證廢水在處理過程中達到最大化氧化的先決條件,且實際應用過程中按照廢水的特定情況進行針對性的實驗考察。針對3種實際工業廢水,設定反應時間2h,催化劑用量為100~700mg/L,進氣量1.2倍,反應溫度260℃,3種實際工業廢水在不同催化劑用量條件下處理出水COD和TOC,催化劑用量對COD和TOC影響如圖7所示。
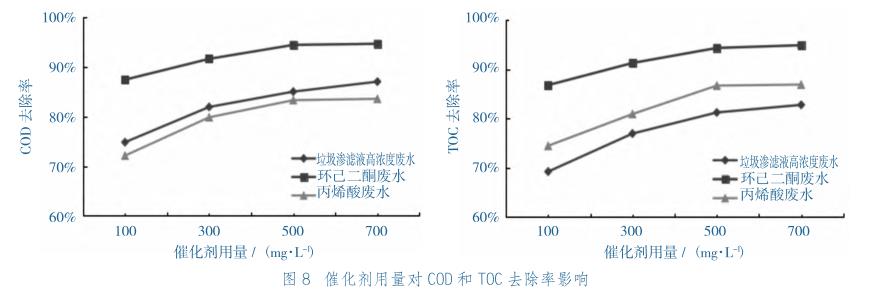
由圖7可知,在均相催化濕式氧化實驗反應過程中,通過單因素實驗考察,其他反應條件固定情況下,在一定範圍內,隨著體係催化劑用量的提高,3種實際工業廢水水質指標COD和TOC去除率變化趨勢規律大緻相近,均隨著催化劑量的增加而不斷升高。分析原因為,較高的催化劑投加量可有效加大促進反應物分子自由基的生成,促進自由基和反應物分子之間的相互作用,加大自由基之間的相互碰撞,從而較好的降低反應所需的活化能,增大體係內有機物汙染物的氧化效率,實現體係內有機物的深度最大化去除。同時因催化劑成本較高,考慮實際的處理效果要求及實際工程應用過程中原料成本等因素,根據實驗結果,確定催化劑最佳用量為500mg/L。
3種實際工業廢水在不同催化劑用量條件下處理出水COD和TOC,催化劑用量對COD和TOC去除率影響如圖8所示。
2.5 小結
針對以上3類實際工業廢水進行針對性催化濕式氧化實驗處理後,確定大多數廢水的最佳處理工藝條件為反應溫度260℃,反應時間2h,氧氣量為理論用量的1.2倍,催化劑用量500mg/L。在此反應條件下,其中垃圾滲濾液高濃廢水和丙烯酸廢水的COD和TOC去除率均達到80%以上,環己二酮廢水的COD和TOC去除率達到90%以上,出水可生化性明顯改善,處理效果明顯。其他領域內的廢水處理條件需根據特定水質性質、實際處理效果、實際工程要求及成本要求綜合進行實驗確認。處理後出水水質效果見錶2。
3、結論
(1)針對垃圾滲濾液高濃廢水、丙烯酸廢水和環己二酮3類難降解的高濃有機工業廢水,確定了均相催化濕式氧化技術最佳工藝條件為反應溫度260℃,反應時間2h,氧氣量為理論用量的1.2倍,催化劑用量500mg/L。
(2)均相催化濕式氧化技術針對實際難降解的高濃度有機廢水處理效果優異,可生化性改善明顯,解決了一般氧化技術難以處理達標的技術瓶頸,為後續傳統技術的深度處理奠定了良好基礎